Testing and inspection are vital in the forging workflow to ensure critical components like turbine shafts, gears and aircraft parts meet quality, safety, and performance standards. Using dimensional checks, visual inspection and non-destructive methods such as ultrasonic, magnetic particle or X-ray testing, these processes detect defects, cracks and inconsistencies. Widely applied in aerospace, automotive, power generation, and defence, they ensure structural integrity, prevent failures, provide traceability and confirm material properties, helping manufacturers correct issues early and guaranteeing that forged parts reliably meet design specifications for demanding operational conditions.
NDT inspection (AS9100)
- Operators qualified and certified to SNT-TC-1A, PCN and NAS 410 Level II
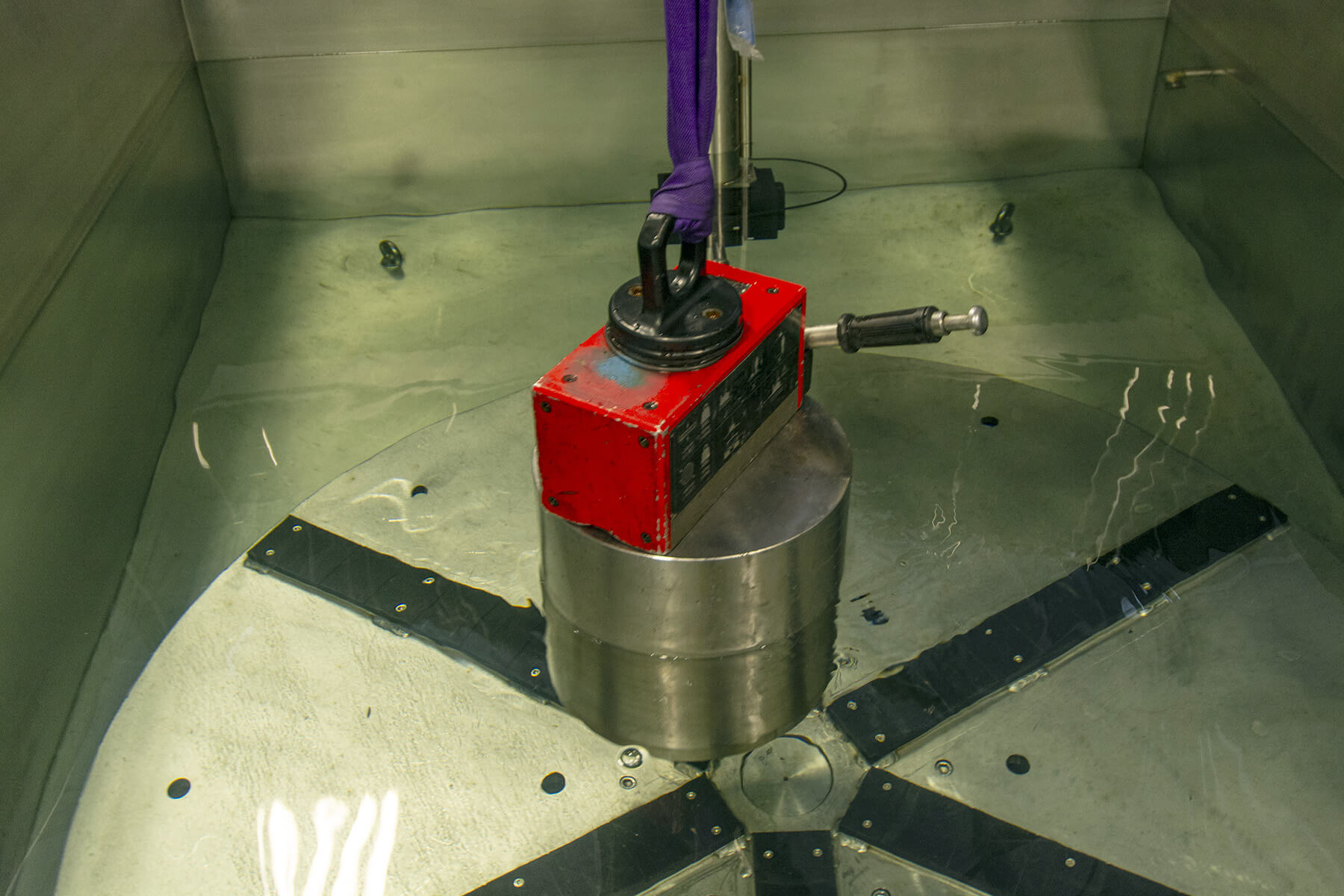
- UT
- LPI
- MPI
- VT
- Contact ultrasonic examination of forged and machined products using contact probes
- Positive material identification testing to indicate the chemical analysis of alloys
- Fluorescent dye and visible penetrant inspection of forged and machined products
- Fluorescent and visible magnetic particle inspection of forged and machined products
- Experienced visual examination of finished products
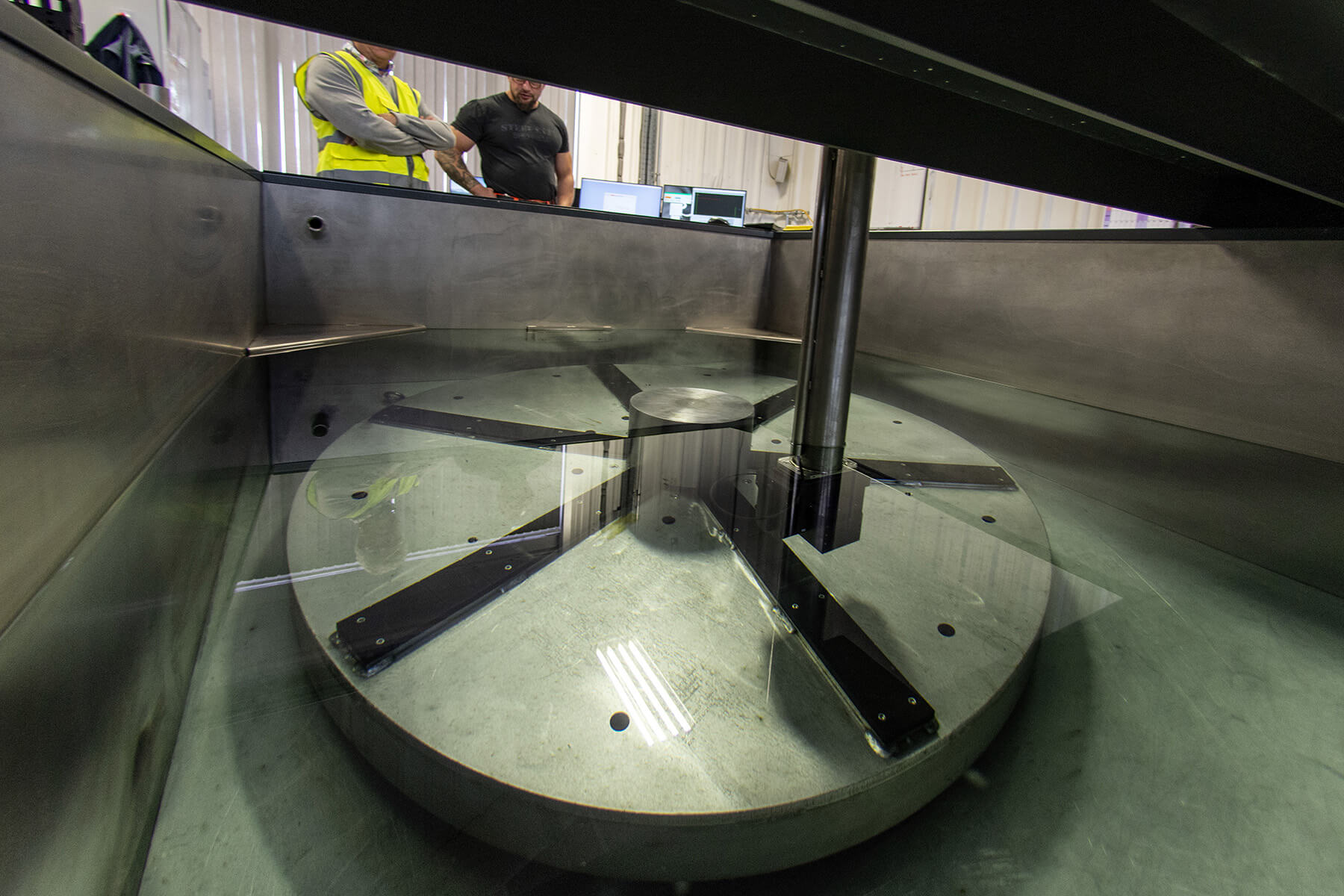
- CMM dimensional characterisation on components up to 600mm diameter
- Component marking using fully programmable dot marking machine
Mechanical testing (ISO 17025)
- Tensile Testing (Ambient – 800°C)
- Stress Rupture (600 – 1000°C)
- Charpy (V-notch) Impact (-80 – 200 °C)
- Rockwell Hardness (HRC & HRB)
- Vickers Hardness (HV10 & HV30)
- Brinell Hardness (HBW 10/3000)
Metallurgical testing (ISO 17025)
- Microstructure
- Macrostructure
- Grain Size (Comparison & Intercept Methods)
- Volume Fraction
Nadcap Specific Tests/Methods (AC7101)
- Specimen Heat Treatment (350 – 1130°C)
- Alpha Case Depth Measurement